UNDERSTANDING POROSITY FORMATION AND PREVENTION WHEN WELDING
Por um escritor misterioso
Last updated 11 abril 2025

Keyhole laser welding is a joining technology characterised by the high focussed power density applied to the workpiece, facilitating deep penetration at high processing speeds. High aspect-ratio welds produced using this process invariably have narrow heat-affected-zones and minimal thermal distortion compared with traditional arc welding processes. Furthermore, the ability to process out of vacuum and the easy robotic manipulation of fibre optically delivered 1?m wavelength laser beams, allow keyhole laser welding to process geometrically complex components. The widespread uptake of keyhole laser welding for the production of titanium alloy components in the aerospace industry has been limited by the stringent weld quality requirements. Producing welds with levels of subsurface weld metal porosity content meeting the required weld quality criteria has been the primary obstacle. Here, three techniques for controlling the levels of weld metal porosity when welding titanium alloys with Nd:YAG rod lasers have been developed. Characterisation of the welding processes using high speed photography and optical spectroscopy, have allowed an original scientific understanding of the effects these methods have on the keyhole, melt pool and vapour plume behaviour. Combining this with a thorough assessment of the weld qualities produced, has enabled the effects of these process behaviours on the formation of weld metal porosity to be determined. It was found that with the correct process parameters a directed gas jet and a dual focus laser welding condition can both be used to reduce the occurrence of keyhole collapse during Nd:YAG laser welding. The directed gas jet prevents the formation of a beam attenuating vapour plume and interacts with the molten metal to produce a stable welding condition, whereas the dual focus laser welding condition reduces fluctuations in the process due to an enlarged keyhole. When applied, both techniques reduced the occurrence of porosity in the weld metal of full penetration butt welds produced in titanium alloys. A modulated Nd:YAG laser output, with the correct waveform and modulation frequency, also reduced the occurrence of porosity in the weld metal compared with welds produced with a continuous-wave output. This was a result of an oscillating wave being set-up in the melt pool which manipulated the keyhole geometry and prevented instabilities in the process being established. In addition, the potential for welding titanium alloys to the required weld quality criteria with state-of-the-art Yb-fibre lasers has been assessed. It was found that the high power densities of suitably focussed laser beams with excellent beam quality, were capable of producing low-porosity full penetration butt welds in titanium alloys without the techniques required for laser beams with a lower beam quality. These new techniques for keyhole laser welding of titanium alloys will encourage the uptake of keyhole laser welding for producing near-net-shape high-performance aerospace components. The advantages offered by this joining technology include high productivity, low heat input and easy robotic automation.
Welding Defects - Types, Causes, Prevention

Area-percent porosity produced in laser welds of AM60B alloy at several
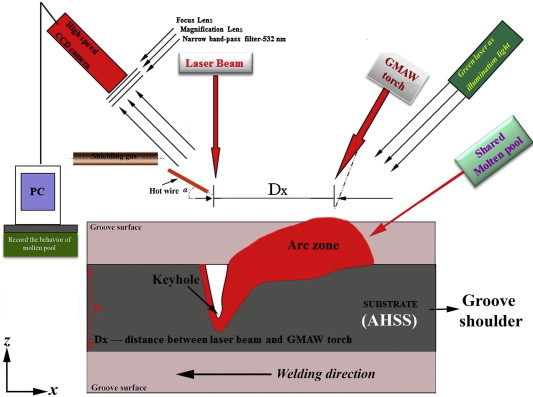
Hybrid Laser-Arc Welding (HLAW) Pore Formation and Prevention - AHSS Guidelines
Sustainability, Free Full-Text

24: A review porosity in aluminum welding

Quantifying the effects of gap on the molten pool and porosity formation in laser butt welding - ScienceDirect

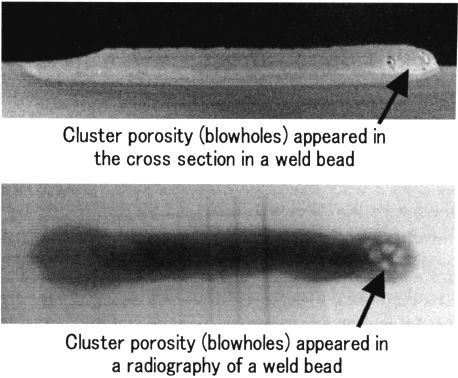
X-ray inspection results of laser and hybrid weld beads, showing
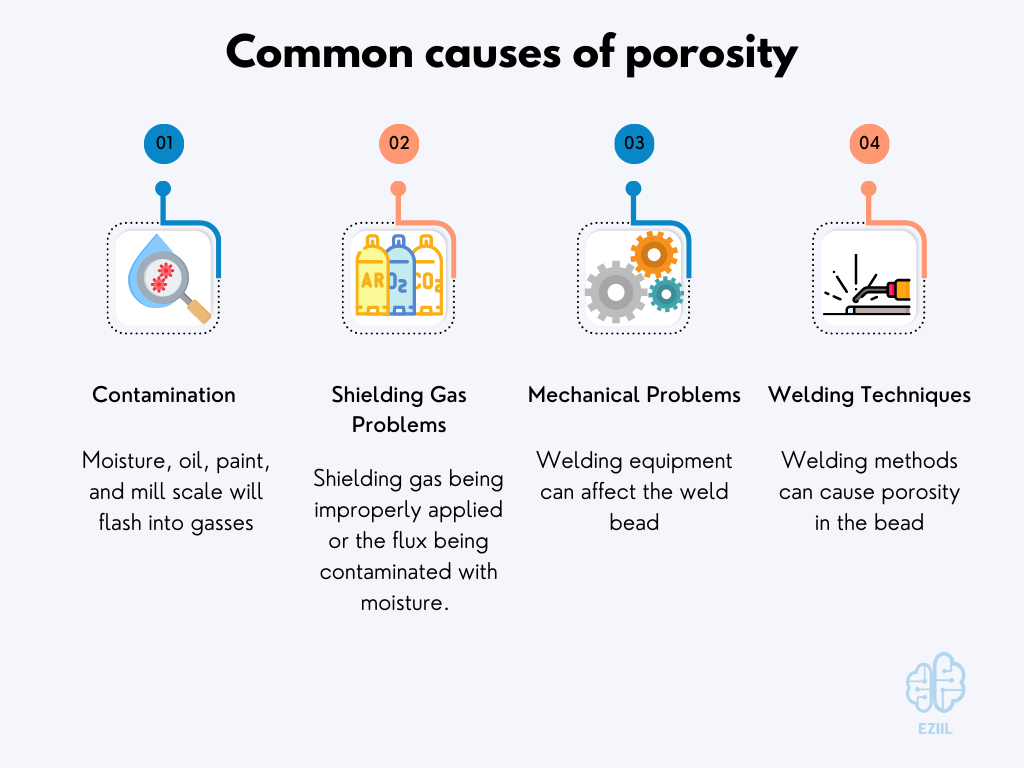
Welding Porosity: Causes, Types, Effects and Solutions
Welding Porosity: What It Is & Causes?
The ABC's of Arc Welding, Education Center
/img/iea/Z3G8a8516m/pipe-welding.jpg)
Common Mistakes to Avoid In Pipe Welding

Dynamics of solid-liquid interface and porosity formation determined through x-ray phase-contrast in laser welding of pure Al - ScienceDirect

Welding Porosity: What It Is & Causes?
Recomendado para você
-
 SCP-10000, Wiki11 abril 2025
SCP-10000, Wiki11 abril 2025 -
SCP 10000 (The Log Cabin) - SECTION 2: SCP 10000 file - Wattpad11 abril 2025
-
 SCP-10000 #211 abril 2025
SCP-10000 #211 abril 2025 -
Dana White Does Unbelievable Blackjack Split Against Dealer Ace In11 abril 2025
-
 SCP-10000, Wiki11 abril 2025
SCP-10000, Wiki11 abril 2025 -
A Genetic Algorithm For The Set Covering Problem PDF11 abril 2025
-
Interview, PDF, Data11 abril 2025
-
 PDF) A novel local search for unicost set covering problem using11 abril 2025
PDF) A novel local search for unicost set covering problem using11 abril 2025 -
 Dawit Abebe, Artist11 abril 2025
Dawit Abebe, Artist11 abril 2025 -
 Qmx Laboratories - Electrochemistry Reagents11 abril 2025
Qmx Laboratories - Electrochemistry Reagents11 abril 2025


você pode gostar
-
 DUBLADO! Demon Slayer Mugen Train ESTREIA em maio no BRASIL finalmente11 abril 2025
DUBLADO! Demon Slayer Mugen Train ESTREIA em maio no BRASIL finalmente11 abril 2025 -
 Roblox Toy Codes Bulk Lot of 17 Collectors Set Unscratched Shipped11 abril 2025
Roblox Toy Codes Bulk Lot of 17 Collectors Set Unscratched Shipped11 abril 2025 -
 Yuno Gasai Future Diary Mirai Nikki Retro blue brown anime Design | Greeting Card11 abril 2025
Yuno Gasai Future Diary Mirai Nikki Retro blue brown anime Design | Greeting Card11 abril 2025 -
 Playing Garry's Mod 9 In 202311 abril 2025
Playing Garry's Mod 9 In 202311 abril 2025 -
 Dragon Ball Card Warriors Announcement of termination of online service11 abril 2025
Dragon Ball Card Warriors Announcement of termination of online service11 abril 2025 -
 Moe Velariore (Densetsu no Yuusha no Densetsu) - Pictures11 abril 2025
Moe Velariore (Densetsu no Yuusha no Densetsu) - Pictures11 abril 2025 -
 Wheelchair Yasuo custom skin - League of legends + custom skin fight11 abril 2025
Wheelchair Yasuo custom skin - League of legends + custom skin fight11 abril 2025 -
 Caras Advogados de Johnny Depp e Amber Heard emitem comunicados11 abril 2025
Caras Advogados de Johnny Depp e Amber Heard emitem comunicados11 abril 2025 -
2 goats #leaguefym #anime #naruto #narutoedit #itachi #shisui11 abril 2025
-
Jogar skate. (2007) Xbox Cloud Gaming (Beta) em11 abril 2025